Основные сведения по техническому обслуживанию и текущему ремонту электровоза
Механическое оборудование. Перед постановкой электровоза на канаву для технического обслуживания или текущего ремонта очистите механическую часть от загрязнений. При техническом обслуживании ТО-3 осмотрите основные узлы ходовых частей рессорного илюлечного подвешивания, тормозной рычажной передачи, автосцепного устройства, оборудование песочниц.
При текущих ремонтах произведите осмотр и ревизию основных узлов согласно проверкам технического состояния (см. прил. 10).
При отклонении контролируемых параметров и размеров за пределы браковочных сменные детали замените, в остальных случаях для восстановления чертежных размеров либо произведите регулировку, либо выполните восстановительный ремонт деталей и узлов согласно технологии деповского ремонта.
Производите смазывание узлов согласно карте смазки (см. прил. 11).
Рамы тележек. В эксплуатации необходимо периодически осматривать рамы тележек. При осмотрах обращают внимание на надежность соединения деталей, отсутствие трещин и других повреждений. Обнаруженные неисправности своевременно устраняют. Износ накладки под ролик противоразгрузочного устройства допускается не более 6 мм.
Колесные пары. Колесные пары осматривают и проверяют в соответствии с требованиями Инструкции ЦТ/2306 МПС. Не допускаются к эксплуатации колесные пары, имеющие следующие повреждения: прокат по кругу катания более 7 мм; толщину гребня более 33 или менее 25 мм при измерении ее на расстоянии 20 мм от вершины гребня; вертикальный подрез гребня высотой более 18 мм, измеряемый специальным шаблоном; глубину местных выбоин (ползунов) на поверхности катания более 0,7 мм; трещину или плену в бандаже, диске или ступице колесного центра; ослабление бандажа на центре колеса, центра колеса на оси, зубчатого колеса на ступице колесного центра;остроконечный накат гребня; поперечные трещины в любой части оси; продольную трещину или плену на средней части оси длиной более 25 мм и на других частях оси независимо от размера; поперечные риски и задиры на шейках и предпод-ступичных частях осей; протертые места на оси глубиной более 4 мм; местные увеличения ширины бандажа в результате раздавливания более 5 мм; ослабление бандажного кольца более 30 % всей длины или на расстоянии ближе 100 мм от стыка; неясность клеим или их отсутствие.
Разность диаметров бандажей по кругу катания у одной колесной пары допускается не более 2 мм, а у комплекта колесных пар электровоза - не более 10 мм; сползание колесных центров с оси проверять замером расстояния между внутренними поверхностями бандажей в четырех диаметрально расположенных точках, которое должно равняться 1440±з мм.
При проведении магнитной дефектоскопии следует пользоваться Инструкцией по магнитному контролю ответственных деталей локомотивов и моторвагонного подвижного состава ЦТ/2303 МПС.
Зубчатая передача. Ревизию тяговых зубчатых передач производят через один текущий ремонт ТР-1. При этом очищают кожуха от грязи и масла; проверяют на отсутствие трещин, выкрошенных мест, вмятин, заусенцев и задиров на зубьях колес и шестерен. При обнаружении дефектов по возможности устраняют их или заменяют шестерню или колесо. Проверяют ослабление шестерни на валу якоря, износ зубьев - по их толщине, зазоры между зубьями.
В депо боковые и радиальные зазоры в зубчатом зацеплении проверяют пластинками из мягкого свинца. Пластинки устанавливают на боковом и радиальном направлениях на зубьях колес и шестерен и после про-ворота их замеряют толщину отпечатков. По толщине отпечатка определяют зазоры. Разность боковых зазоров не должна превышать 0,5 мм. Радиальное и торцовое биение зубчатой передачи определяют в процессе проведения плановых ремонтов на колесной паре специальным измерительным инструментом с индикаторной головкой.
Износ зубьев шестерни и колеса проверяют при каждом текущем ремонте ТР-1 путем измерения ТОЛЩИНЫ зуба по постоянной хорде. Фактическая высота установки зубомера:
для зубчатого колеса
Нк = 8,21 - (989,72 - Офк)/2;
для шестерни
Иш = 12,71 -(284,81 - Офш)/2;
где 989,72 и 284,81 - расчетные диаметры по окружности выступов зубчатых колес и шестерен; ОфК, Офш - фактические диаметры окружностей выступов зубчатых колес и шестерен (нанесены ударным способом на их ободы).
На вычисленных высотах Нк и Нш зубомером измеряют фактическую толщину зубьев и сравнением с расчетными величинами определяют износ зубьев.
К дальнейшей эксплуатации не должны допускаться электровозы, у которых в зубчатой передаче имеется: износ зубьев зубчатого колеса и шестерни по толщине от полного профиля на обе стороны зубьев более 3,5 мм; боковой зазор между поверхностями зубьев шестерни и зубчатого колеса более 5,5 мм; радиальный зазор более 5,5 или менее 2,5 мм; торцовое биение зубчатого колеса более 0,5 мм; радиальное биение окружности выступов 0,5 мм.
При замене шестерни проверяют по краске площадь прилегания шестерни к валу тягового электродвигателя: она должна быть не менее 85 % посадочной поверхности с равномерным распределением пятен. В целях сохранения установившейся в процессе эксплуатации приработки рабочих поверхностей зубьев при ремонтных работах не рекомендуется производить разъединение парных колес с шестернями.
В эксплуатации необходимо регулярно контролировать наличие смазки в кожухах и по мере необходимости добавлять ее.
Буксы. В эксплуатации систематически следует проверять надежность крепления крышек букс,температуру их нагрева, состояние смазки. При необходимости добавляют смазку. Особенно внимательно необходимо следить за состоянием буксовых поводков. Наличие масла на поверхности резины, трещины или расслоения, а также нарушение мест вулканизации резины к металлическим деталям не допускаются.
Моитаж, демонтаж и уход за буксами в эксплуатации должны производиться согласно Инструкции по содержанию и ремонту роликовых подшипников локомотивов и моторвагои-ного подвижного состава ЦТ/2361.
Токоотводящее устройство. В эксплуатации техническое обслуживание токоотводящих устройств производят иа первом текущем ремонте ТР-1, а затем через один ремонт ТР-1 и при всех ревизиях буксовых узлов. Техническое обслуживание токоотво-дящего устройства следует производить в такой последовательности. Снять крышку 16(см. рис. 10). Проверить крепление щеткодержателей 15 к корпусу 1. Ослабленные щеткодержатели 15 подтянуть моментным ключом с усилием 400+6? Н • м, установив его иа шестигранник корпуса 14 щеткодержателя. Сиять корпус 1 и проверить свободное перемещение щеток в корпусах щеткодержателей. В случае заклинивания или затирания щеток установить причину и устранить ее. Наиболее вероятной причиной заклинивания щеток может быть попадание смазки вместе с щеточной пылью в зазоры между щеткой и латуииым корпусом.
Освободить гибкие провода (шунты) щетки, сиять гайку на корпусе щеткодержателя, вынуть щетку посмотреть ее, обратив особое внимание на состояние контактной поверхности и шунтов. При перетирании более 25 % жил шуитов, а также при сколах более 20 % площади контактной поверхности щетку следует заменить. Высота предельно изношенной щетки должна быть ие менее25 мм. Наличие на контактной поверхности щетки борозд, сколов, кромок свидетельствует о нарушении зеркала контактного диска 13. При обнаружении таких дефектов следует осмотреть контактный диск и при необходимости прошлифовать.
Очистить пылесбориую камеру корпуса 1. Сиять контактный диск 13. При обнаружении смазки в корпусе 1 иа поверхностях щеткодержателей 15 и контактного диска 13 необходимо удалить ее й все загрязненные смазкой и пылью поверхности протереть ветошью, смоченной в бензине. Попадание смазки в зону щеточного контакта свидетельствует о ее избытке в буксе. Проверить крепление лабиринтного кольца 3. Ослабшие болты подтянуть и вновь зафиксировать стопорными шайбами. При этом радиальный кольцевой зазор между наружным диаметром лабиринтного кольца 3 и расточкой в крышке 11 допускается 1- 3 мм.
После всех перечисленных операций последовательно устанавливают и крепят контактный диск 13, корпус 1. Затяжку болтов 9 при креплении корпуса 1 к передней крышке 11 следует производить равномерно, ие допуская раздавливания втулок 6; разница размеров а между торцами корпуса 1 и крышки 11, замеренных в четырех (равномерно расположенных) местах, ие более 0,5 мм. Особо обратить внимание иа правильность подтяжки и стопорения болтов, крепящих лабиринтное кольцо 3 к торцу оси, и крепление корпуса 1. При сборке щеткодержателя шунты щеток скрутить в жгут двумя-тремя оборотами. В случае затирания щеток в корпусе щеткодержателя допускается щетки пришлифовать по диаметру. При этом зазоры между щеткой и корпусом не должны превышать 0,6 мм. Устанавливают и закрепляют крышку.
Затем проверяют сопротивление между токоведущими и заземленными частями; сопротивление должно быть ие менее 0,1 МОм. При меньшем значении сопротивления необходимо проверить состояние изолирующих деталей 6 и 10, а также иет ли касания стопорной пластины к корпусу 1. При проверке сопротивления щетки щеткодержателя не должны касаться контактного диска.
Перед обточкой колесной пары с токоотводящим устройством без выкатки из-под электровоза необходимо выполнить следующее. Сиять шесть болтов М16 вместе со стопорящими плаиками 8; крышку 16, корпус
1 вместе с установленными щеткодержателями 15 отсоединить от буксы и подвесить за специальную скобку на крючок, приваренный к кузову. Отвернуть четыре болта М8 и снять контактный диск 13; в центровое отверстие оси колесной пары вставить специально изготовленный центр, который должен проходить через лабиринтное кольцо 3.
Рессорное подвешивание. Техническое обслуживание рессорной системы в эксплуатации заключается в проведении систематических осмотров и проверок в ее состояния. Не должно быть трещии в листах рессоры, пружинах и других деталях, выбоин, перекосов и износов выше допустимых значений. Шарнирные соединения и трущиеся поверхности периодически покрывают универсальной смазкой УСсА 3333-80.
Предельно допустимые размеры рессорного подвешивания иа прямом горизонтальном пути: стрела прогиба листовой рессоры в свободном состоянии не менее 68 мм; сдвиг листов рессор от среднего положения относительно хомута ие более 3 мм; наименьший зазор по высоте между кронштейном рамы тележки и корпусом буксы 45 мм.
Регулировку рессорной системы производят следующим образом. После сборки размер А (см. рис. 12) иа каждой стойке 4 ие должен отличаться от размера, замеренного до разборки, более чем на ± 1 мм. Это условие необходимо соблюдать и при замене стоек новыми. Если заменяют пружину 1, то вновь устанавливаемую пружину тарируют под вертикальной нагрузкой 43 кН. При этом стрела прогиба новой пружины не должна отличаться от стрелы прогиба замененной более чем иа 2 мм.
В случае замены рессоры 5 устанавливаемую рессору тарируют под нагрузкой 85 кН. Стрела прогиба новой рессоры ие должна отличаться от стрелы прогиба замеиеииой более чем иа 2 мм, а разница стрел в свободном состоянии новой и замененной рессор не должна превышать 3 мм. Полученные значения стрел прогибов клеймят соответственно на торце пружины и хомуте рессоры.
Рычажная тормозная система. Основой надежности и безопасности работы рычажирй тормозной системы является правильная и своевременная ее регулировка, тщательный осмотр перед каждым выходом электровоза из депо, регулярная замена износившихся и поврежденных деталей. При осмотре деталей необходимо:
убедиться в целости и наличии предохранительных тросиков и скоб; проверить затяжку и стопорение всех гаек и болтов, наличие шплинтов и шайб иа валиках, причем все валики должны быть обращены шплинтами к внешней стороне, за исключением валиков 11 (см. рис. 13), которые обязательно следует устанавливать головкой к внешней стороне; осмотреть состояние тормозных колодок и их положение относительно бандажа. Колодки должны равномерно отстоять от поверхности катания бандажа с зазором ие менее 5 и не более 15 мм. Разность зазоров по концам одной колодки и между колодками должна быть ие более 5 мм. При разных зазорах по концам колодки больший доджей быть снизу. Тормозные колодки, имеющие трещины, надколы, раковины и другие дефекты, а также толщиной менее 15 мм, к дальнейшей эксплуатации не допускаются и подлежат замене;
проверить состояние шарнирных соединений рычажной системы. Зазор между валиком и втулкой по диаметру должен быть не более 1,5 мм при чугунных и не более 3 мм праком-позиционных тормозных колодках. При наличии больших зазоров валики и втулки заменить;
проверить выход штока тормозных цилиндров, который должен быть в пределах 60 - 80 мм для композиционных колодок и 75 - 100 м;м - для чугунных.
Выход штока тормозных цилиндров и зазоры между бандажами ико-лодкам,и регулируют изменением длины тяг23. Равенство зазоров между колодками достигается вращением регулировочных болтов 10, а по концам каждой колодки - путем разворота колодок на валиках 5 с помощью пружин 7 и упорных болтов 6. По окончании регулировки тормозной системы все регулировочные болты, винты и муфты должны быть законтрены. В отрегулированной тормозной системе главный балансир 20 верхним концом должен упираться в головку болта 19. При этом необходимо иметь в виду, что упорным болтом 19 следует пользоваться только при замене чугунных колодок на композиционные и наоборот.
В эксплуатации необходимо систематически покрывать все трущиеся шарнирные соединения пневматического и ручного тормоза смазкой УС-2.
Подвешивание тягового электродвигателя (см. рис. 14). В эксплуатации необходимо обращать внимание на надежность креплений и состояние резиновых шайб и подвески. Трещины на подвеске не допускаются. Зазор между втулкой и валиком должен быть не более 4 мм. Не допускаются выпучивание резины за габарит металлических дисков, наличие масла на поверхности резины. При замене резиновых шайб место контакта резины с металлом следует припудрить тальком медицинским.
Шаровая связь (см. рис. 15). При эксплуатации шаровой связи проверяют отсутствие ослабления крепления болтов, задиров и наличие смазки. Износившиеся детали своевременно заменяют, течь масла устраняют и пополняют смазку. Уровень масла должен'быть не ниже риски на стержне заглушки 16.
Износ упоров допускается не более 2 мм. Зазор между шкворнем и втулкой шара должен быть 3 мм, шаром и вкладышем - 2 мм, упором и корпусом - 1,5 мм.
Кузов. В эксплуатации необходимо наблюдать за состоянием деталей и узлов кузова, устранять все обнаруженные трещины и вмятины, поддерживать хороший внешний вид электровоза. Грязь, пыль и жирные пятна удаляют с поверхности кузова ветошью, смоченной в мыльном растворе, после чего поверхность кузова промывают чистой водой и насухо протирают. Категорически запрещается соскабливать или обтирать высохшую грязь и пыль сухими тряпками, протирать поверхности керосином, употреблять при промывке каустическую соду или другие растворители. Линолеум в кабине управления обмывать только теплой водой с мылом. После промывки поверхность линолеума натирают мастикой, состоящей из 32 % церезина (температура плавления 70 °С), 3 % карна-убского воска, 65 % скипидара (скипидар можно заменить бензином, а церезин - парафином): Для придания цвета в мастику добавляют 0,1 % жирорастворяющей красной краски "Судан". Облицовку кабины из декоративного пластика промывают теплой водой с нейтральным мылом.
Периодически необходимо очищать фильтры и песочницы. Заправлять песочницы нужно только чистым сухим просеянным песком.
Следят.за исправным состоянием входных и коридорных дверей, окон, уплотнений, механических, пневматических и электрических блокировок, стеклоочистителей и пр. Дверные петли, дверные и оконные замки, все направляющие ролики и подшипники блокировок смазывают в соответствии с картой смазки.
Для поддержания автосцепных устройств на работоспособном состоянии при каждом текущем ремонте ТР-1 их снимают, производят ревизию и при необходимости восстанавливают в соответствии с действующей Инструкцией по ремонту и содержанию автосцепного устройства подвижного состава железных дорог ЦТ МПС.
Протнворазгрузочиое устройство. При монтаже противоразгрузочного устройства (см. рис. 22) все шарнирные соединения и поверхность накладки на раме тележки в месте перекатывания ролика смазывают солидолом УС-2. Зазоры между штоком и передней крышкой цилиндра должны быть по горизонтали не менее 4 мм, по вертикали: поверху должен быть не менее 5 мм, понизу не менее 8 мм. Зазор между рычагом и буферным брусом не менее 5 мм. От ролика до накладки рамы тележки после окончательной регулировки зазор должен быть 55і^ мм.
При техническом обслуживании необходимо обращать внимание на надежность соединения деталей, наличие смазки и износ деталей. Трущиеся поверхности ролика 4 с валиком периодически смазывать с помощью масленки. Послезаправки смазкой масленку снять и ввернуть винт с шайбой. Допустимый изиос накладок на брусья рамы тележек не более 6 мм, износ ролика^ не более 15 мм по диаметру, зазор между втулками и валиками по диаметру должен быть не более 4 мм.
Люлечиое подвешивание (см. рис. 16). При техническом обслуживании проверяют визуально правильность сборки шарниров, напрессовку втулок на стержне, зазоры в нижнем и верхнем шарнирах, отсутствие следов касания опор и прокладок нижнего шарнира по нерабочим поверхностям. Ослабшие крепежные детали подтягивают. Не допускаются в эксплуатацию электровозы, если у лю-лечного подвешивания ослабли втулки на стержнях, зазоры В менее 4 мм, изношены или разрушены элементы шарниров или имеется выработка в месте верхнего шарнира более 5 мм.
При текущем ремонте ТР-2 проверяют состояние накладок боковины рамы тележки и вкладыша крышки горизонтального упора. При износе каждой из деталей более 5 мм их заменяют или ремонтируют. При текущем ремонте ТР-3 производят магнитную дефектоскопию стержней. При выпуске из ремонта суммарный зазор между втулками стержня иста-кана не должен превышать 3 мм; взносы опор и прокладок шарниров лю-лечных подвесок допускаются не более 1,5 мм на каждой трущейся поверхности. Зазоры В в нижнем и верхнем шарнирах люлечного подвешивания должны быть не менее 6 мм. Износ определяют как разность между наименьшим чертежным размером и фактически замеренным.
Для демонтажа люлечного подвешивания с выкаткой тележки нужно поднять кузов на домкратах на 140 мм. Убедившись, что пружины 12. находятся в разгруженном состоянии, отсоединить страховочные тросы 17 от стержня. Расшплинтовать гайки 2 и свинтить их со стержня 8, снять нижние шарниры и балансиры 6 с кузова. Поднять кузов, выкатить тележку и затем снять стержень 8, стакан 10 с пружиной 12, разобрать верхний шарнир. Для демонтажа одной подвески без выкатки тележки нужно отсоединить гаситель колебаний от тележки. Остальные операции аналогичны, как и при демонтаже люлечного подвешивания с выкаткой тележки.
При монтаже люлечного подвешивания кузов приподнимают домкратом на 140 мм, устанавливают стержень 5'с пружиной и верхним шарниром и опускают кузов. Затем собирают нижний шарнир.
Все трущиеся поверхности и шарниры при сборке покрывают смазкой согласно карте смазки. Пружины 12 перед монтажом тарируют под нагрузкой 70 кН. При этом статический прогиб должен быть 77±^ мм, а высота (310 ± 1) мм. Высоту пружины регулируют прокладками 11, толщина пакета которых должна быть не более 22 мм. Каждую тележку комплектуют пружинами, имеющими разницу статических прогибов не более 2 мм. Высота пружины вместе с регулировочными прокладками при опущенном кузове должна быть не менее 305 мм.
Зазоры А и Б (см. рис. 17) регулируют прокладками 1.
Толщина пакета прокладок не должна превышать 50 мм. Регулировку зазоров производить на горизонтальном и прямом участке пути. Нормы допусков и износов деталей люлечного подвешивания приведены в табл. 15.
Таблица 15
|
Параметр |
Размер, мм | |
|
чертежный |
браковочный | |
|
Высота пружины 15 (см. рис. 16) в свободном соединении |
378 ±| |
365 |
|
Зазор между стержнем 8 и стаканом 10 |
0,12- 0,58 |
4,5 |
|
Зазор А (см. рис. 17) |
25 ±5 |
Менее 17 |
|
Зазор Б |
15+3 |
Более 20 |
|
Радиус выступов опор 3, 5{см. рис. 16) |
15-1 |
„ ,7 |
|
Радиус паза прокладок 4, 11 |
20+3 |
Менее 19 |
Гидравлические гасители. В эксплуатации за работой гидравлического Гасителя необходимо регулярно наблюдать, так как в случае его отказа увеличиваются колебания кузова.
Ревизию гидравлических гасителей производят в депо через каждые 12 мес и при проведении текущего ремонта ТР-2, а контрольные прокачки на электровозах - вручную через каждые6мес,взимнеевремя - 1 раз в месяц. Работоспособность гасителя определяют следующим образом: отсоединяют валик #(см. рис. 17), крепящий гаситель к кронштейну рамы тележки. Гаситель от кузова не отсоединяют. Затем вручную ломиком, продетым в отверстие головки, гаситель прокачивают на всю длину хода ш ток а. Годны й гидрогасител ь после 2 - 3 ходов должен перемещаться туго и плавно. Негодный гаситель будет перемещаться свободно, с рывками. Таковой гаситель нужно заменить.
Гаситель, имеющий подтеки масла через сварное соединение нижней головки с корпусом или трещины, наличие рабочей жидкости менее 0,65л, заклинизан* і* штока поршня и другие неисправности, а также по истечении сроков проверки технического состояния подвергают ревизии. При этом производят полную разборку гасителя (см. рис. 25):
очищают и выпрессовывают металлические 2 и резиновые 1 втулки;
отворачивают стопорный болт 14 и защитный кожух 10;
отворачивают винт 15, снимают стопорную планку 16 и затем отворачивают гайку 9 корпуса;
вынимают из корпуса гасителя за верхнюю головку шток поршня вместе с рабочим цилиндром ,и, корпусом клапана;
сливают масло через верхние отверстия цилиндра в корпус;
спрессовывают с цилиндра корпус 23 клапана и буксу 20, вынимают шток из цилиндра;
отворачивают стопорный винт 13 из головки и шток, затем разбирают шток;
сливают масло из корпуса 21 в чистую посуду; ч проверяют состояние впускного клапана и тарировку предохранительного клапана, при необходимости клапаны разбирают.
Сальники заменяют новыми при подтеках масла через уплотнение или при механических повреждениях (выкрашивание резины и т. д.). Верхний и нижний кожуха гидрогасителя промывают в щелочном растворе, остальные детали, кроме резиновых, - в мыльной эмульсии, бензине или керосине. После просушки все детали осматривают на соответствие чертежным размерам. Изношенные детали ремонтируют или заменяют новыми.
Для заправки гидравлического гасителя применяют только приборное масло МВП в количестве 0,8 л. Масло перед заправкой должно быть профильтровано через металлическую сетку № 018 (ГОСТ'6613-86). Масло сливают во вспомогательный цилиндр,закрепленный вертикально в тисках за нижнюю головку. В корпус 21 вставляют рабочий цилиндр 6 в сборе (со штоком й клапаном), устанавливают обойму с сальниками на шток, на обойму - резиновое кольцо и шайбу и затягивают гайку 9. Остальные операции по сборке гидравлического гасителя производят в обратном порядке, указанном при разборке гасителя.
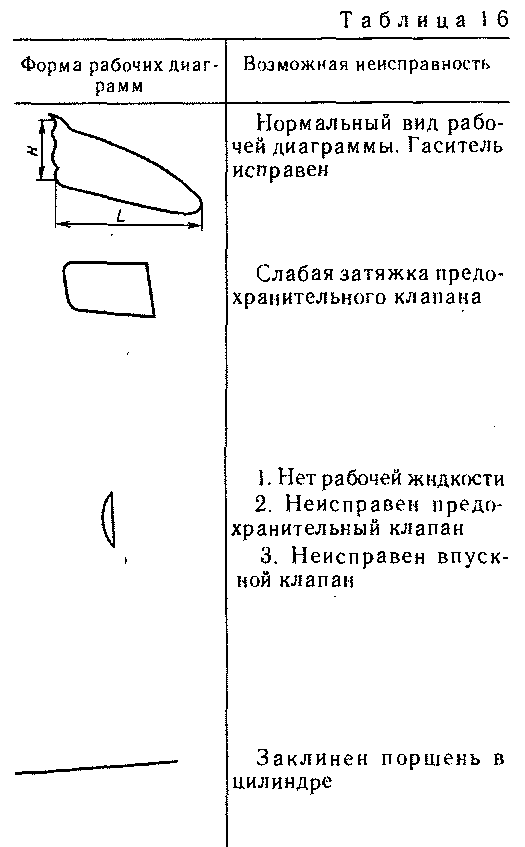
Для заполнения рабочего цилиндра маслом и удаления нз него воздуха собранный гидрогаситель предварительно прокачивают вручную. После ручной прокачки гидрогаситель устанавливают на испытательный стенд для прокачки в течение 2 мин (с целью визуальной проверки качества уплотнителя прокачку гидрогасителя производят со снятым верхним кожухом). Течь масла через сальник при прокачке не допускается. После двухминутной прокачки записывают рабочую диаграмму.
Гаситель, проходящий ревизию, должен подвергаться испытаниям (в присутствии мастера цеха) на стенде, имеющем приспособление для записи рабочей диаграммы (усилие - перемещение), с целью проверки его работоспособности. Испытания гасителя выполнять с ходом ползуна на(40± ± 3) мм, с частотой 60 ходов в 1 мин. Затем по размерам рабочей диаграммы определяют параметр сопротивления, (Н-с)/см, характеризующий работоспособность гасителя:
где тс - масштаб записывающего устройства, Н/мм; Ь и Н - длина и ширина рабочей диаграммы, мм; п - число двойных ходов ползуна стенда в 1 с.
Гаситель считается годным, если параметр сопротивления С находится в пределах 900- 1200 (Н-с)/см. После испытания гидрогасителя проверяют сальниковые уплотнения путем выдержки гидрогасителя в горизонтальном положении в течение 2 ч.
В эксплуатации гасителя допускается утечка рабочей жидкости при условии, если падение параметра сопротивления не превышает 23 % номинального значения для гасителя одностороннего действия.
Принятый гидрогаситель должен иметь на видимой поверхности нижней головки четко написанные набивные клейма с указанием месяца и года ревизии, а также номер депо,
производившего ревизию. Характерные формы рабочих диаграмм усовершенствованных гасителей колебаний одностороннего действия с анализом важных дефектов приведены в табл. 16.
При установке гасителя на электровоз необходимо выдержать соос-ное расположение головок относительно поперечной оси тележки. При превышении допустимого значения (5 мм) необходимо произвести регулировку.
Привод скоростемера. В эксплуатации и при техническом обслуживании привода скоростемера проверяют надежность соединения деталей, наличие смазки. В случае необходимости смазку добавляют. Полную ревизию привода с разборкой, промывкой деталей и узлов производят на текущем ремонте ТР-3.
 | Техническое обслуживание ТО-2 | | Техническое обслуживание тягового электродвигателя ТЛ-2К1 |
| Техническое обслуживание ТО-2 | | Техническое обслуживание тягового электродвигателя ТЛ-2К1 |